-
Titan High Performance JEEP Stroker Engine 4.0 to 4.6/4.7
Vendor:Titan EnginesRegular price $3,903.99 USDRegular price -
Titan High Performance JEEP Stroker Engine 2.5 to 2.8
Vendor:Titan EnginesRegular price $3,703.99 USDRegular price -
JEEP/CHRYSLER/DODGE/RAM 3.6L/220 "Gen I" Pentastar 2011-2023* Remanufactured Engine
Vendor:Titan EnginesRegular price $4,774.99 USDRegular price -
JEEP/CHRYSLER/DODGE/RAM 3.6L/220 "Gen II" Pentastar 2016-2025 Remanufactured Engine
Vendor:Titan EnginesRegular price $4,774.99 USDRegular price -
Jeep AMC 4.0 242 1987-2006 Remanufactured & Loaded Cylinder Head
Vendor:Titan EnginesRegular price From $421.99 USDRegular price -
Chevy/GM 325/5.3L LS 1999-2007 Remanufactured Engine
Vendor:Titan EnginesRegular price $2,578.99 USDRegular price -
JEEP 232/3.8L V6 2007-2011 Remanufactured Engine
Vendor:Titan EnginesRegular price $3,128.99 USDRegular price -
Remanufactured & Loaded Jeep 4.0 TUPY Head 1991-2006
Vendor:Titan EnginesRegular price $756.99 USDRegular price -
New & Loaded Jeep 4.0 Cylinder Head 1991-2006
Vendor:Titan EnginesRegular price $746.99 USDRegular price$850.00 USDSale price $746.99 USDSale -
Titan Rotating Stroker Assembly for 4.0 Jeeps
Vendor:Titan EnginesRegular price $1,507.99 USDRegular price -
Titan High Output JEEP 4.0 Engine
Vendor:Titan EnginesRegular price $3,253.99 USDRegular price -
Titan High Output JEEP 150/2.5 Engine
Vendor:Titan EnginesRegular price $3,148.99 USDRegular price -
Jeep AMC 304/5.0L V8 1972-1982 Remanufactured Engine
Vendor:Titan EnginesRegular price $3,878.99 USDRegular price -
Jeep AMC 360/5.9L V8 1979-1991 Remanufactured Engine
Vendor:Titan EnginesRegular price $3,728.99 USDRegular price -
Chevy 7.4/454 1975-1989 Remanufactured Engine
Vendor:Titan EnginesRegular price $3,674.99 USDRegular price -
Chevy 5.7/350 Vortec 1996-2000 Remanufactured Engine (4 Bolt Main)
Vendor:Titan EnginesRegular price $3,078.99 USDRegular price$3,399.99 USDSale price $3,078.99 USDSale -
JEEP AMC 258/4.2L L6 1986-1987 Remanufactured Engine
Vendor:Titan EnginesRegular price $3,153.99 USDRegular price -
JEEP AMC 258/4.2L L6 1987 Remanufactured Engine
Vendor:Titan EnginesRegular price $3,153.99 USDRegular price -
JEEP AMC 258/4.2L L6 1981-1985 Remanufactured Engine
Vendor:Titan EnginesRegular price $3,053.99 USDRegular price -
JEEP AMC 258/4.2L L6 1987-1990 Remanufactured Engine
Vendor:Titan EnginesRegular price $3,053.99 USDRegular price -
JEEP AMC 258/4.2L L6 1975-1979 Remanufactured Engine
Vendor:Titan EnginesRegular price $3,053.99 USDRegular price -
JEEP AMC 258/4.2L L6 1983-1985 Remanufactured Engine
Vendor:Titan EnginesRegular price $3,053.99 USDRegular price -
JEEP AMC 258/4.2L L6 1980 Remanufactured Engine
Vendor:Titan EnginesRegular price $3,053.99 USDRegular price -
JEEP AMC 242/4.0L L6 1987-1990 Remanufactured Engine
Vendor:Titan EnginesRegular price $2,303.99 USDRegular price -
JEEP AMC 150/2.5L L4 1987-1996 Remanufactured Engine
Vendor:Titan EnginesRegular price $2,203.99 USDRegular price

































JEEP/CHRYSLER/DODGE/RAM 3.6L/220 "Gen II" Pentastar 2016-2025 Remanufactured Engine
 Jeep - Gladiator, Jeep - Grand Cherokee, and Jeep - Wrangler
Jeep - Gladiator, Jeep - Grand Cherokee, and Jeep - Wrangler
 Chrysler - Grand Caravan, Chrysler - Pacifica, and Chrysler - Voyager
Chrysler - Grand Caravan, Chrysler - Pacifica, and Chrysler - Voyager
 Dodge - Durango
Dodge - Durango








Popular Categories
View all-

3.6L/220 Pentastar Remanufactured Engines
Premium Remanufactured 3.6L Pentastar Engines – Built with Virtually All-New OEM Parts...







JEEP/CHRYSLER/DODGE/RAM 3.6L/220 "Gen I" Pentastar 2011-2023* Remanufactured Engine
- Jeep - Grand Cherokee and Jeep - Wrangler
- Chrysler - Grand Caravan, Chrysler - Pacifica, and Chrysler - Voyager
- Dodge - Durango

-
New & Loaded Jeep 4.0 Cylinder Head 1991-2006
Vendor:Titan EnginesRegular price $746.99 USDRegular price$850.00 USDSale price $746.99 USDSale -
Remanufactured & Loaded Jeep 4.0 TUPY Head 1991-2006
Vendor:Titan EnginesRegular price $756.99 USDRegular price -
Jeep AMC 4.0 242 1987-2006 Remanufactured & Loaded Cylinder Head
Vendor:Titan EnginesRegular price From $421.99 USDRegular price -
Jeep AMC 4.0L/242 1991-2006 "New"/Castless BLEMISHED Remanufactured Cylinder Head
Vendor:Titan EnginesRegular price $471.99 USDRegular price$740.00 USDSale price $471.99 USDSold out -
Jeep AMC 4.0L/242 1987-2006 BLEMISHED Remanufactured Cylinder Head
Vendor:Titan EnginesRegular price From $361.99 USDRegular price$394.99 USDSale price From $361.99 USDSale -
Remanufactured Cylinder Head - Jeep 2007-2010 3.8L/232 - EGR Hole
Vendor:EnginetechRegular price $409.99 USDRegular price$580.18 USDSale price $409.99 USDSold out -
Remanufactured Cylinder Head - Jeep 2007-2010 3.8L/232 - No EGR Hole
Vendor:EnginetechRegular price $409.99 USDRegular price$580.18 USDSale price $409.99 USDSold out





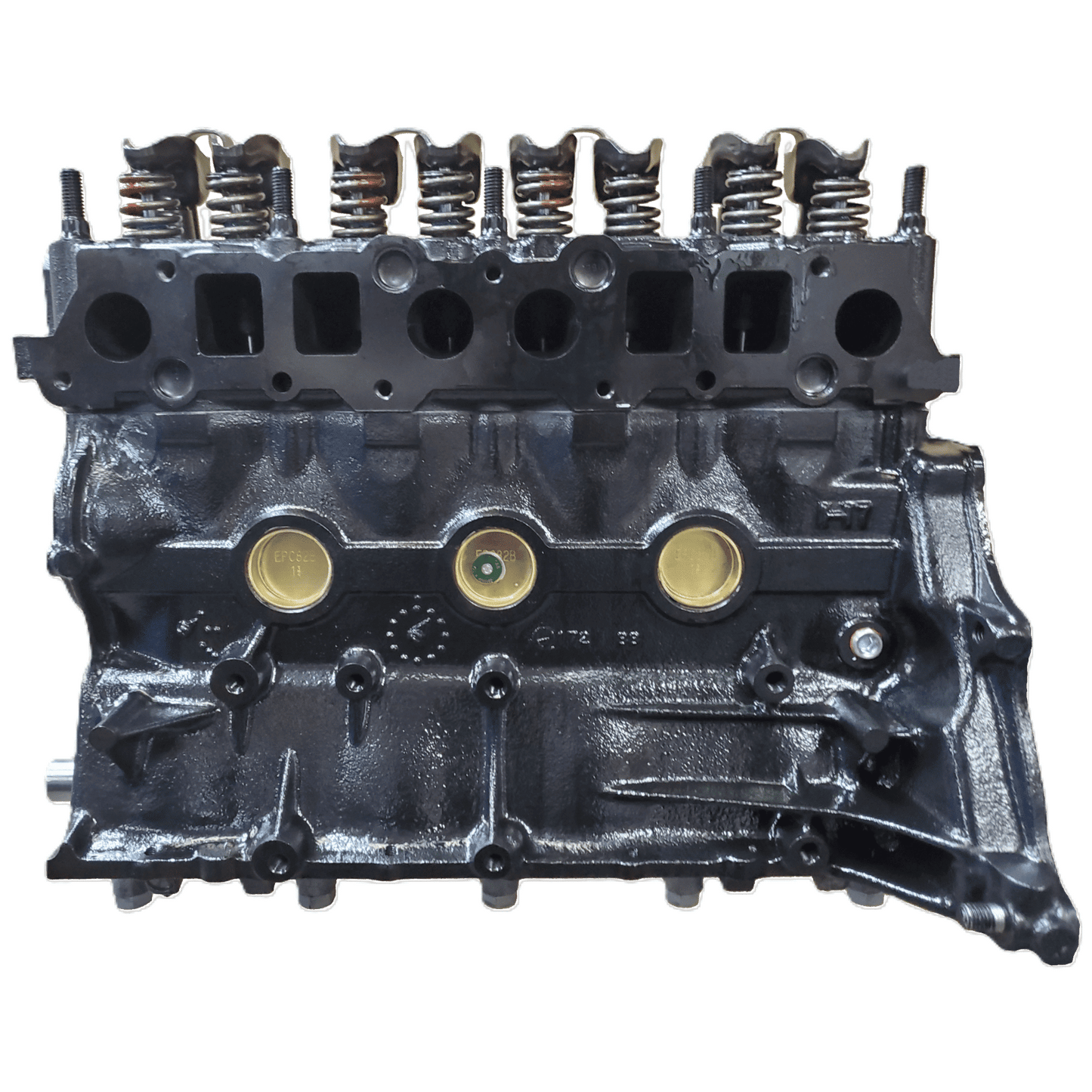
Titan High Performance JEEP Stroker Engine 4.0 to 4.6/4.7
- Jeep - Cherokee, Jeep - Comanche, Jeep - Grand Cherokee, Jeep - Wagoneer, and Jeep - Wrangler
 242/4.0
242/4.0





-
Titan Engines Jeep 4.0 1991-2006 Stroker Conversion Kit
Vendor:Titan EnginesRegular price $2,318.99 USDRegular price$2,540.00 USDSale price $2,318.99 USDSale -
Titan Rotating Stroker Assembly for 4.0 Jeeps
Vendor:Titan EnginesRegular price $1,507.99 USDRegular price -
Titan Rotating Stroker Assembly for 2.5 Jeeps
Vendor:Titan EnginesRegular price $1,107.99 USDRegular price -
Titan Engines Original Jeep 4.0 Stroker Kit
Vendor:Titan EnginesRegular price $1,007.99 USDRegular price$1,099.99 USDSale price $1,007.99 USDSale -
Titan Rotating Assembly for 4.0 Jeeps
Vendor:Titan EnginesRegular price $807.99 USDRegular price$899.99 USDSale price $807.99 USDSale -
Titan Rotating Assembly for 2.5L/150 Jeeps 1983-2002
Vendor:Titan EnginesRegular price $607.99 USDRegular price -
Remanufactured Crank Kit - Jeep 3.8L/232 2007-2010
Vendor:EnginetechRegular price $554.99 USDRegular price$782.86 USDSale price $554.99 USDSale -
Titan Engines New 4.0 Stroker Crankshaft
Vendor:Titan EnginesRegular price From $507.99 USDRegular price -
Crank Kit - Reman - FORD 5.8L/351 Windsor 1983-1996
Vendor:Titan EnginesRegular price $380.99 USDRegular price -
Crank Kit - Reman - FORD 5.0L/302 AODE 1991-2001
Vendor:Titan EnginesRegular price $380.99 USDRegular price -
Titan Jeep 4.0 Crank Kit Wrangler Grand Cherokee with Bearings 1987-2006
Vendor:Titan EnginesRegular price $332.99 USDRegular price -
Titan Jeep 150/2.5L Crank Kit with Bearings 1983-2002
Vendor:Titan EnginesRegular price $307.99 USDRegular price$669.99 USDSale price $307.99 USDSale
















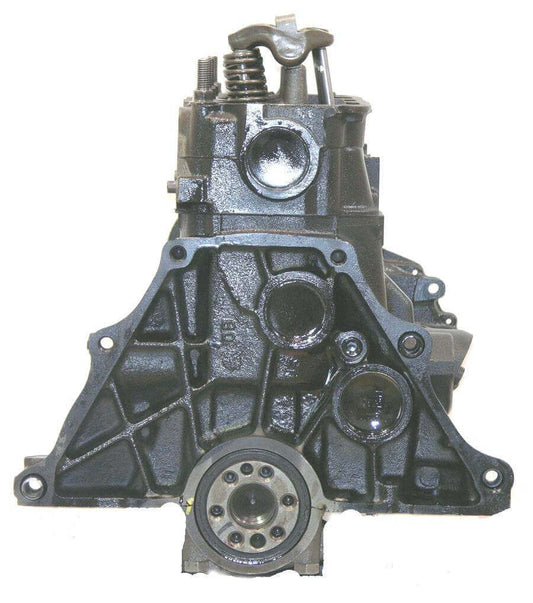
Titan High Performance JEEP Stroker Engine 2.5 to 2.8
- Jeep - Cherokee, Jeep - CJs, Jeep - CJ-8 Scrambler, Jeep - Comanche, Jeep - DJ-5, Jeep - Wagoneer, and Jeep - Wrangler
- 150/2.5



-
Jeep AMC 4.0 242 1987-2006 Remanufactured & Loaded Cylinder Head
Vendor:Titan EnginesRegular price From $421.99 USDRegular price -
Head Bolt Set - Jeep 242/4.0L, 150/2.5L
Vendor:Titan EnginesRegular price $33.99 USDRegular price$40.18 USDSale price $33.99 USDSale -
New & Loaded Jeep 4.0 Cylinder Head 1991-2006
Vendor:Titan EnginesRegular price $746.99 USDRegular price$850.00 USDSale price $746.99 USDSale -
Jeep AMC 4.0L/242 1987-2006 BLEMISHED Remanufactured Cylinder Head
Vendor:Titan EnginesRegular price From $361.99 USDRegular price$394.99 USDSale price From $361.99 USDSale -
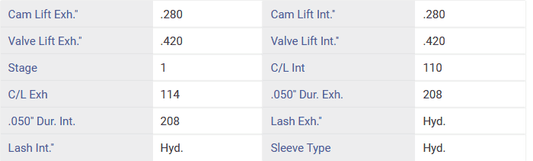
Camshaft - Titan Engines Regrind - Jeep 4.0 RV Camshaft
Vendor:Titan EnginesRegular price $207.99 USDRegular price -
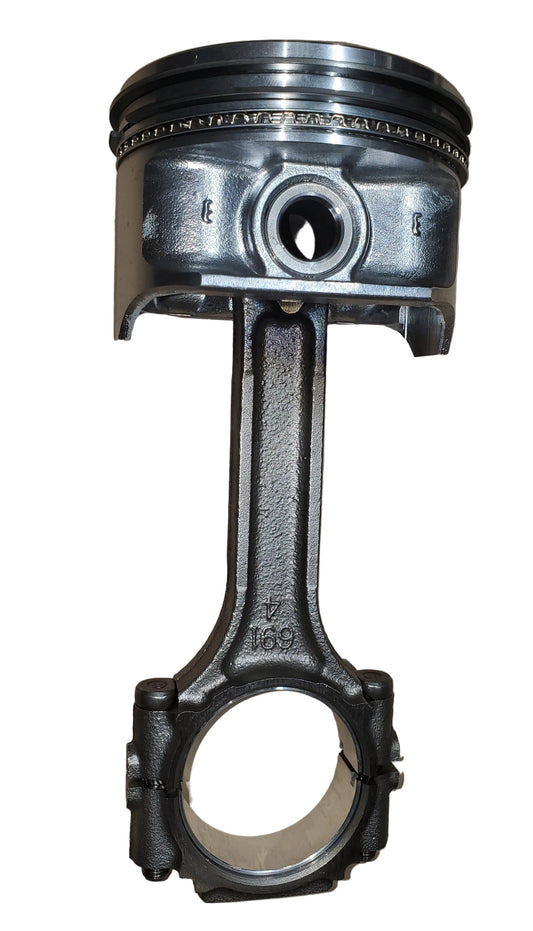
Connecting Rod(s) - JEEP 242/4.0L 1987-2006 & 150/2.5L 1983-2002
Vendor:Titan EnginesRegular price From $32.99 USDRegular price$53.68 USDSale price From $32.99 USDSale -
Remanufactured & Loaded Jeep 4.0 TUPY Head 1991-2006
Vendor:Titan EnginesRegular price $756.99 USDRegular price -
Valve Lifter - Set of 4 - Jeep 150/2.5L 83-02, Jeep 242/4.0L 87-06, Jeep 258/4.2L 71-90
Vendor:Titan EnginesRegular price From $43.99 USDRegular price$70.00 USDSale price From $43.99 USDSale -
Gasket Set - Head - Jeep 242/4.0L 99-06
Vendor:Titan EnginesRegular price $123.99 USDRegular price$161.74 USDSale price $123.99 USDSale -
Titan Jeep 4.0 Crank Kit Wrangler Grand Cherokee with Bearings 1987-2006
Vendor:Titan EnginesRegular price $332.99 USDRegular price





-

Jeep History - 1940 WILLYS QUAD
Titan EnginesTHE FIRST JEEP BRAND 4x4 In June 1940, with the US on the verge of entering World War II, the US Army solicited bids from 135 automakers for a 1/4...
Jeep History - 1940 WILLYS QUAD
Titan EnginesTHE FIRST JEEP BRAND 4x4 In June 1940, with the US on the verge of entering World War II, the US Army solicited bids from 135 automakers for a 1/4...
-

Heat Advisory
Titan EnginesHigh summer temperatures put extreme stress on your Jeep's cooling system, especially classic straight-six and four-cylinders. To maintain your engine performance and avoid overheating consider these checks: -Inspect the mechanical...
Heat Advisory
Titan EnginesHigh summer temperatures put extreme stress on your Jeep's cooling system, especially classic straight-six and four-cylinders. To maintain your engine performance and avoid overheating consider these checks: -Inspect the mechanical...
-

Jeep Trains
Titan EnginesJeeps were one of the most widely used vehicles in the Second World War. During the war it was common for railways to have a “Jeep train,” which was one...
Jeep Trains
Titan EnginesJeeps were one of the most widely used vehicles in the Second World War. During the war it was common for railways to have a “Jeep train,” which was one...



